


国产化第四代篦冷机的技术分析与评价
水泥 南京工业大学材料学院 李昌勇 2015-01-12
摘要:我国国产第四代篦冷机的技术水平与世界先进水平比起来,还有较大差距。该文综合分析了现在运行的各型第四代篦冷机的技术现状及不足,并提出改进措施。
1 引 言
水泥篦冷机是水泥生产过程中最重要的能量回收设备之一,除熟料冷却功能外,从熟料回收的热量分别以二次风的形式供窑内煅烧、以三次风的形式供分解炉预分解、以余热的方式供发电使用,多数生产线还提供煤磨烘干所需热源。如何有效地提高水泥生产过程中的能量回收,降低水泥吨能耗,是新世纪中水泥工业需要解决的核心问题[1]。而优化冷却机,尤其是最新型的第四代篦冷机的结构与操作,提高热回收效率是其中的重点内容之一。
20 世纪30 年代美国富勒公司研制成功第一台用于水泥熟料冷却的推动冷却机,当时仅仅是为了解决熟料冷却问题,其它未顾及,结构较粗糙,设备存在问题多,热回收效果很差;20 世纪70 年代初,第二代篦冷机开始应用于水泥行业,主要目的是提高设备运转率,也开始考虑提高热回收效率,开始采用厚料层操作和较小风室供风,热回收效果较一代篦冷机提高15%~20%;1984年,IKN开发出第三代充气梁篦冷机,针对第二代篦冷机普遍存在的问题而强化均匀冷却,采用了高阻力篦板和充气梁,大大改善了料层内通风的均匀性,提高了冷却风的利用效率,热回收效果也得以大幅度提升;1997 年史密斯公司推出了第四代SF型推动棒式篦冷机,其核心技术是熟料冷却与输送功能分开、采用无漏料固定篦床、空气自动调节阀(MFR)和模块化结构等,在便于安装、维修和设备可靠性方面又有显著进步,冷却效果和热回收效率方面也有所进展。以后富士摩根篦冷机也相继出现并用于水泥行业。
我国从本世纪初期开始就有一些设备厂家仿制史密斯公司的第四代篦冷机,取得了一些进展。近年来天津院、成都院、合肥院也都开发了自己的第四代篦冷机系统并用于新型干法水泥生产线。性能指标也在不断提高,技术不断进步。
为了促进水泥工业节能降耗技术的发展,提高我国行业水平,本文仅就第四代篦冷机,尤其是国产第四代篦冷机作一综合分析评述,与诸位同行商榷。
2 第四代篦冷机的技术特点
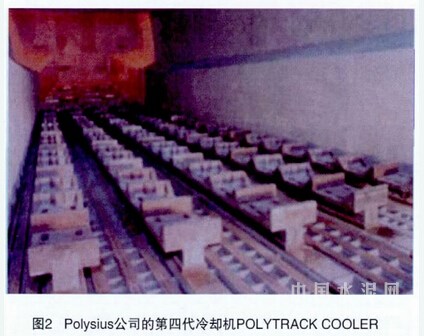
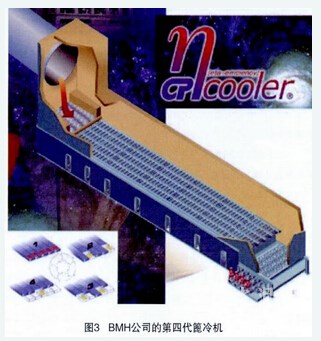
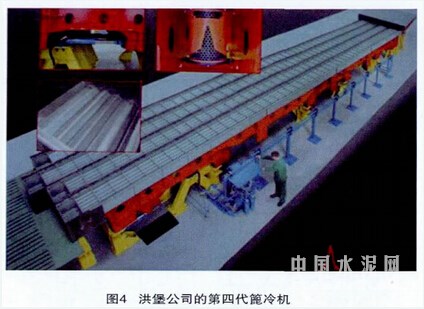
总体而言,第四代篦冷机可分为两类:一类是以史密斯公司的Cross-Bar篦冷机(图1)为代表,采用全固定篦床、熟料冷却与输送完全独立,Polysius公司的POLYTRACK COOLER(图2)、国内大多数仿制的四代篦冷机属于这种结构;另一类是富士-摩根系列的活动地板式结构,亦称步进式篦冷机。BMH公司的η冷却机(图3)、洪堡公司的Pyrofloor Cooler(图4)均属此类冷却机。
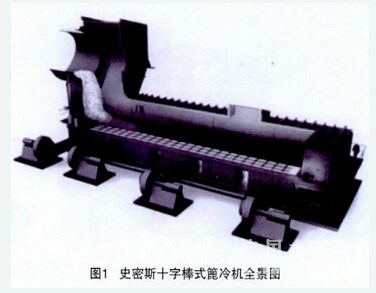
史密斯公司的Cross-Bar篦冷机是最早的第四代篦冷机,其基本特点是采用全固定篦床、基本避免了漏料和漏风;采用专门的三角断面推杆系统推动熟料运动,不仅实现了熟料输送与冷却功能的各自独立,而且由于推杆的搅动使得细颗粒富集的区域不容易因结块而影响冷却效果,利于熟料充分冷却;而其模块化设计便于设备安装和维护;而其每块篦板均设有自动平衡流量阀也设计新颖巧妙。但在早期也出现过一系列问题,如熟料输送装置易损坏、液压系统漏油、流量自动调节阀易失效等,后来2010年史密斯公司又推出了新型十字棒式冷却机,改进了推杆结构和尺寸,优化了驱动装置及润滑系统,将冷却机主体由倾斜改为水平,增大了篦板尺寸,进料端优化配置了空气炮和搅动装置等,使得熟料冷却和热回收效果更加稳定,设备运行更可靠。
采用移动地板式的富士摩根等篦冷机则不设退料装置,熟料输送利用连杆机构通过篦床多列篦板的“同进错退”运动得以实现(参见图5);同样采用了模块化设计和自动平衡风量调节阀。但是,此类篦冷机均采用单端篦床且无搅动设施,料层控制机动性差,原料结粒情况差时容易影响冷却效果,驱动装置润滑点过多,驱动装置要求高,液压缸漏油等问题出现较频繁,空气调节阀易失效。如河南某厂采用了进口的富士摩根的篦冷机,由于结粒情况不够好,细料偏多,篦冷机多次出现堆雪人、红河等现象,风室间窜风问题也比较严重,设备故障率如液压缸漏油、液压缸损坏、油管爆裂等问题多次出现,而且维修也比较麻烦。经过厂方和设备厂家多次调整方才逐渐有所改观。
[Page]
国产第四代篦冷机主要有成都院开发的S-型扫板式篦冷机、天津院开发的TCS步进式篦冷机、合肥院开发的WHEC步进式篦冷机和一些设备厂家仿制的第四代篦冷机(大多数仿制史密斯Cross-Bar篦冷机)等。总体而言,各第四代篦冷机比当初较早期的第三代国产篦冷机在加工质量、运行参数、总体指标上都有了显著进步。
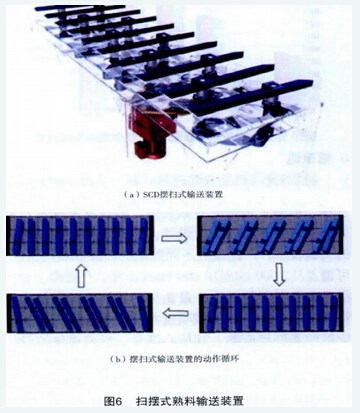
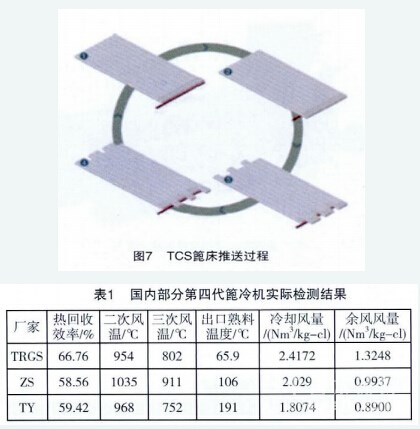
成都院开发的S-型扫板式篦冷机与史密斯Cross-Bar篦冷机一样采用了全固定倾斜篦床,模块化设计、自动空气调节阀等新技术,110但推动采用了SCD扫摆式推进装置(图6),不仅推动熟料向前运动,而且在高温段能破坏细料富集区域容易产生的结块,从而较好地保证冷却效果。TCS和WHEC步进式篦冷机均是以富士摩根篦冷机为蓝本制作的,只有少量细节部分有些区别。同样采用了活动地板式篦床结构、模块化设计、空气平衡调节阀。TCS步进式篦冷机熟料输送篦床推送方式参见图7。这一类篦冷机的特点与富士摩根基本相同。目前国外第四代篦冷机已经相对比较成熟,尤其是史密斯新型交叉棒篦冷机,运行可靠、热效率高、熟料冷却效果较理想。国内开发的各四代冷却机当前水平还有待提高。

3 当前国内第四代篦冷机的现状及评析
目前我国2000t/d以上生产线基本已经全部采用了第三代或第四代篦冷机,但实际达到的指标都还不够理想。从热回收效率看,较理想指标低5~8个百分点甚至更多;从实际熟料冷却效果看,出冷却机熟料温度多数在100~190℃,个别甚至高达250~330℃。
从设备水平看,关键设备故障率偏高(如液压系统、控制系统、密封系统等)。表1为实际检测的国内部分第四代篦冷机的性能参数。可以看出,这些篦冷机的参数还不是很理想,无论热回收效率还是二、三次风温均明显偏低,而单位熟料冷却用风量也明显高于国外水平。
总体而言,目前国产第四代篦冷机与国际先进水平相比存在如下不足:
(1)多数四代篦冷机投运后设备关需较长时间,液压系统、熟料推送系统及调节阀易出故障;
(2)冷却风机配风与料层压力不配套,用风不合理,使得骤冷效果达不到,甚至在冷却机内结成大块,容易出现“堆雪人”、“红河”等故障;
(3)操作管理方式与新结构篦冷机不适应,影响了热回收效率和其他热工参数;
(4)有些企业片面强调发电量,余热发电系统与烧成系统抢风、抢热量,影响窑内通风和熟料煅烧;
(5)破碎机在冷却机尾部,缺少最后“一把力”,影响最终冷却效果。
如ZS厂采用的是S-型四代篦冷机,开始时冷却机液压驱动系统故障频发、自动控制系统严重滞后、一、二段篦床料层厚度只能维持在400~500mm,否则就风机跳停。后来彻底更换了自控系统和液压系统,更换两台高压冷却风机,加大了风压风量,并进一步加强设备维护管理,才使得冷却机逐渐正常,冷却效果也进一步改善。
而采用活动地板式冷却机的厂家,多数都因超过1560个润滑点的驱动系统、过分长而重的篦床而使得连杆装置、液压系统故障率高,而且料层控制也因单段篦床而不易控制,容易影响冷却效果和热回收效率。
而造成这些不足的原因,作者认为主要有几个方面:首先是我国基础机械加工和材料制造水平还远远落后于国外先进水平,使得设备加工质量上还存在较大差距;其次,我国第四代篦冷机起步较晚,研究深度还不够,主要以仿制为主,自主知识产权的东西少;其三,中国新型干法水泥发展速度过快,设备厂家供不应求,“无暇”深入研究与开发,等“有暇”时则因效益下滑也不愿投入去研究;其四,我国体制和知识产权保护方面的限制,使得研究与生产脱节、设备企业与用户交流少,而技术侵权则甚至被很多企业根本无视;此外,由于新型干法水泥发展太快,人员技术培训不够,人员素质和管理、生产操作方面的问题较多。
4 提高我国国产第四代篦冷机水平的途径
为了提高我国国产第四代篦冷机的技术水平,促进行业进步,进一步节能降耗,作者认为我们可以从以下方面不断努力,从而赶超世界先进水平:
(1)从理论和实际两方面深入研究第四代篦冷机的相关技术,从工艺上使得装备水平达到尽可能理想的水平,并强化工艺操作管理;
(2)提高基础加工水平,从细节入手,从根本上解决设备加工质量粗糙的问题,显著提高设备可靠性(尤其是液压系统、驱动装置等设备);
(3)在冷却机设备安装方面严格要求、强化规范,确保安装质量和运行稳定;
(4)对风机配风问题深入研究,确保风载负荷分布的合理性,采用“高压段高风量,低压段适当低风载负荷”的风机分配,尤其要强化高温段的熟料骤冷效果,保证熟料在前面三室的高效冷却;
(5)破碎机置于冷却机中后部,确保熟料冷却效果;
(6)强化密封,尤其是风室之间的密封,减少“窜风”现象;
(7)建立高效完善的设备管理体制,强化设备维护,保证液压系统、驱动装置、熟料输送装置、破碎机等各设备的长期、稳定高效运行。
(8)加强人员培训,强化操作、管理人员基本素质,不断提高操作和管理水平。
如果这些方面得到重视并踏踏实实做工作,相信在不久的将来,我们的国产第四代篦冷机完全有希望赶超国际先进水平。
相关资讯

产业峰会 | 齐砚勇:烧成系统操作方法改进可促进水泥行业绿色发展
水泥 03-28

郭红军:节能、减碳、降氮!采用先进工艺技术从根本上提升烧成系统综合性能
水泥 09-04

中国水泥网高级顾问贾华平:水泥窑富氧燃烧需要辩证思维
水泥 07-13

中国水泥网高级顾问贾华平:富氧煅烧优势诸多 需辩证看待
水泥 07-07

“5改6”可大范围推广 齐砚勇指出水泥烧成系统节能的核心
水泥 06-19

您出邮费我送礼!《水泥行业采购大全》火爆领取中!
水泥 06-06

权威、可靠的采购参考!《水泥企业采购大全》即将登场!
水泥 12-08

免费开通水泥商城!装备供应商信息广泛征集中……
水泥 12-02

30+大类!200+小类!快看《水泥企业采购大全》有多全?
水泥 11-18

KHD洪堡基于烧成和粉磨系统的智能自动化解决方案
水泥 10-21

超低温SCR脱硝催化剂在水泥窑的中试研究
水泥 10-20

如何操作控制篦冷机用风?
水泥 10-11

李海涛:烧成系统健康与节能
水泥 09-13

洛阳理工学院教授李海涛:多措施促进烧成系统健康与节能!
水泥 09-02

洪堡KHD从印度UTCL超科水泥斩获大合同
水泥 07-26

PYROROTOR®高精度模块化自动控制系统在替代燃料生产线上的应用
水泥 03-26

西南科技大学副教授齐砚勇向全国水泥同仁拜年!
水泥 02-05

水泥行业三大技术权威媒体联合举办烧成技术研讨会
水泥 09-09

贾华平: 即将燃起的水泥窑富氧第二波高潮
水泥 05-20

关于烧成带厚窑皮处理过程分享
水泥 03-09

齐砚勇:水泥烧成系统节能降耗的关键在这里!
水泥 11-30

电石渣制水泥烧成系统耐火材料的使用经验
水泥 09-18

水泥烧成系统应用ZIT纳米隔热材料 进行扩容和节能改造
水泥 05-29

第三代篦冷机推篦床的原因及解决措施
水泥 05-04

“蓝天白云保卫战”又一利器——HJ无氨脱硝窑尾烧成系统
水泥 04-20

分级燃烧技术的研究和应用
水泥 04-10
工程机械国产化,多一点真诚少一些套路
水泥 04-06

复杂有害成分对熟料煅烧的影响及优化措施
水泥 03-15

窑头燃烧器的使用经验
水泥 03-06
水泥熟料中各项矿物组成对水泥强度有什么影响?
水泥 05-19
水泥工厂预热器清堵安全措施探讨
水泥 03-26

须顾忌,微量元素对窑筒体的危害
水泥 03-23
基于新型干法水泥回转窑烧成带测温及火焰形态监测系统设计
水泥 10-22
水泥窑高温气体分析仪的问题与解决方案
水泥 10-21
水泥熟料烧成系统操作新技术
水泥 10-15
浅谈海螺回转窑粉尘排放浓度如何满足新标准要求
水泥 10-13
关于入窑生料粉计量控制的浅析
水泥 09-28
浅论水泥窑高温气体分析仪在烧成系统中的节能作用
水泥 09-25
黄心料的原因分析及处理
水泥 05-26
“氢”发生器催化燃烧机理及功效
水泥 04-22

高海拔地区4 000 t/d生产线烧成系统的设计
水泥 03-10

如何有效处理窑系统漏风
水泥 03-02

浅谈分解炉分级燃烧改造的设计与调试
水泥 02-26

新疆天山4号窑筒体断裂的原因分析
水泥 02-06

曲阜中联分解炉温度和一段篦下压力自控系统效果显著
水泥 02-06

回转窑筒体不正常窜动调整方法实践
水泥 01-31

提高风、煤、料的操作控制水平 确保热工制度的稳定
水泥 01-26

海螺白马山低氮分级燃烧技术脱氮效率达30%
水泥 01-20

原材料变化对回转窑煅烧的影响
水泥 01-20

一次熟料质量波动的分析与处理
水泥 01-13
 加载中...
加载中...
放大
- 小
- 标准
- 大
- 特大
打开水泥网APP阅读
