


智能控制系统在水泥余热电站的应用
水泥 南京凯盛开能环保能源有限公司 陈西栓 刘亚辉 2015-10-08

广告
0.引言
在工业生产过程中,一个良好的控制系统是由一系列控制算法和被控对象组成,虽然凭借其稳定性、可靠性、实时性以及冗余技术等优点,能够确保整个生产的安全性,但也会遇到很多困难,特别是复杂工业过程往往具有不确定性,如:多变量、随机性、突变性、变量间的关联性等,若能够基于现有的控制理论和控制技术,建立一套先进的控制模型,提高全厂智能化水平,必定会为企业带来一定的经济效益和社会效益。
1.概述
江西亚东水泥有限公司是由台湾远东集团旗下的亚洲水泥股份有限公司与江西省投资集团公司共同成立的合资企业,其一期工程于一九九七年动土兴建,截止二零一零年五月最后一条窑(第四号窑)已顺利投产。目前第五号、第六号窑的余热发电工程由南京凯盛开能环保能源有限公司总承包,其三大主机分别由杭州锅炉集团股份有限公司、青岛捷能汽轮机集团股份有限公司、南阳防爆集团提供,余热电站控制系统的下位机选用的是日本富士的MICREX-SX的PLC,上位机选用的是GE公司的iFIX。
该余热电站的控制方式为机、炉集中控制方式,机组指令及其辅助设备以操作员站为监控中心;电气控制系统(ECS)通过通讯方式接入DCS系统,化水系统采用PLC控制,同样通过通讯方式接入DCS系统,并在操作员站实现同步监控等等。
由于台资企业的自动化程度较高,特别是全厂智能化能否实现对项目是否成功起着决定性的作用。在工程设计阶段,我公司各专业技术人员多次召开讨论会、反复论证全厂智能化控制方案可行性,并结合业主提出的合理化建议,最终制定了一套切实可行的控制方案,首次在余热电站项目上成功实现了一键启动。
2.全厂智能化工程实施
该余热电站的全厂智能化主要体现在一键启动,在对一键启动建模过程中,需要对各个子系统进行分析,深入了解被控对象的特性以及各变量之间的关系,才能建立一套适合该机组的智能化模型。该余热电站设有十一个子系统,分别为压缩空气系统,化水系统,循环水系统,油系统,凝结水给水系统,锅炉除灰系统,锅炉烟风系统,抽真空系统,大旁路系统,汽轮机系统和电气并网系统,如图1所示:
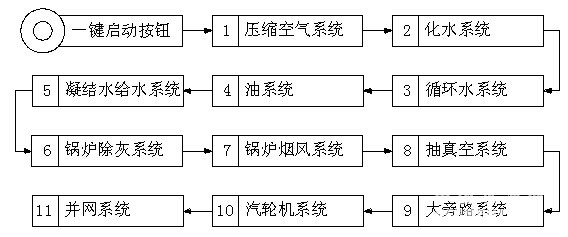
图1 – 江西亚东余热电站的子系统
结合“图1”中的各个子系统,经过各个专业的反复论证,最终将整个机组的启动步序压缩到六步:循环水,油系统,暖管,抽真空,汽机启动,电气并网。并且在机组启动过程中,该机组设备的联锁保护和PID调节在相应的步序中逐一投入,自动投入率达到了100%。当机组的运行参数偏离其设计值时,系统会根据预先设定好的PID调节目标值与设备联锁动作值进行自我调整,如果机组工况持续恶化,一旦某些监控测点超过极限值,系统会根据逻辑判断作出中止或退出的选择,直至机组停机保护动作。
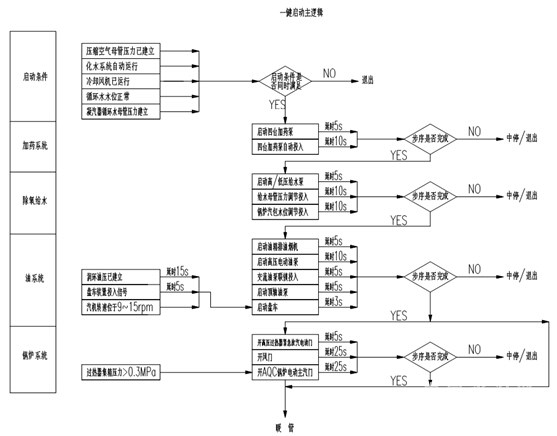
图2 – 一键启动主逻辑步序1

图3 – 一键启动主逻辑步序2
2.1空压机系统
该项目的调节阀大多为气动调节阀,为此配置了一套压缩空气系统。压缩空气系统设有三台空压机,其中两台为仪用空压机,通过硬联锁实现一用一备,另一台空压机为化水系统反洗用。当压缩空气母管压力高于0.7MPa时,两台空压机会都停止运行,当压缩空气母管压力低于0.6MPa时1#空压机自启,当压缩空气母管压力低于0.55MPa时2#空压机自启。
2.2化水系统
该系统的PLC通过Modbus协议与主控室PLC建立通讯,化水系统的运行和停止信号通过硬接线方式送到中控室PLC系统,在中控室画面上可以监控到化水系统的诊断状态以及设备的运行情况,同时也实现了对化水系统进行远程启停的功能。
2.3循环水系统
该系统配置了四台冷却风机和五台循环水泵、一套加药以及一套全自动的旁滤系统,其中,2#~3#冷却风机与1#循环水泵为变频控制。循环水温度的调节是通过2#~3#冷却风机变频调节来实现的,循环水母管流量的调节是通过1#循环水泵变频调节来实现的。循环水加药系统有四台加药计量泵,其功能分别为阻垢剂、铜缓蚀剂、硫酸和杀菌剂,通过安装在循环水池内的分析仪表,组成3个PID调节回路来保证循环水水质。
全自动旁滤系统,设置有1台旁滤反洗泵,和三台旁滤装置,每台旁滤装置上带有一个控制箱。正常运行时三台旁滤装置同时运行,三台旁滤装置控制箱内设置定时反洗,为了保证反洗水量充足,三台旁滤装置的反洗时间不同。反洗与旁滤功能的切换通过相关水管上的电动门来实现的。
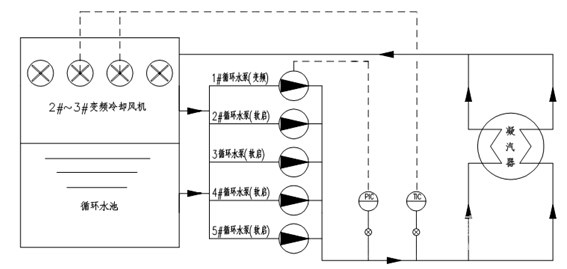
图4 –循环水系统

图5 –循环水加药系统
[Page]
2.4除氧给水
该项目的给水除氧采用加药除氧, 通过在凝结水泵入口母管加入氨水进行调节PH值,给水溶氧量调节是通过在给水泵进口母管加入联氨来实现的。该项目的给水系统分为高压给水系统和低压给水系统,高压给水系统设有3台高压给水泵(两用一备),给余热锅炉的高压汽包供水;低压给水系统设有3台低压给水泵(两用一备),给余热锅炉的低压汽包供水,高、低压给水系统的备用给水泵的自启是通过切换各出口母管上的两台电动门来实现的。
高、低压给水母管压力的调节:通过给水泵变频调节来控制相应给水母管压力在目标值值附近,以利于余热锅炉汽包水位的调节。
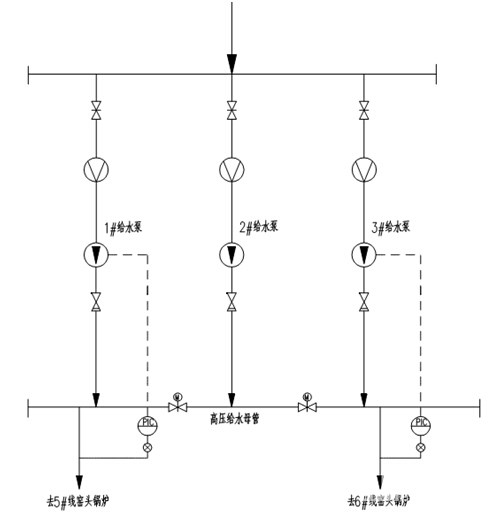
图6 – 高压给水系统
锅炉汽包水位的调节:汽包水位作为主信号,当汽包水位有变化时调节器输出变化,继而改变给水流量,使水位恢复到目标值,蒸汽流量作为前馈信号,防止虚假水位致使调节器产生错误动作,给水流量作为反馈信号,使调节器在汽包水位还未有变化时就可根据前馈信号消除内扰,使调节过程稳定、起到稳定给水的作用,从而保持汽水平衡。需要注意的是给水流量和蒸汽流量以及汽包水位的测量值需要进行温压补偿。
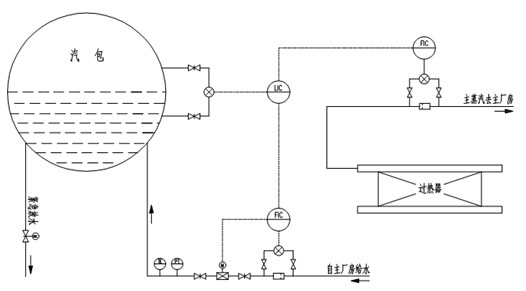
图7 –余热锅炉汽包给水系统
2.5汽机油系统
亚东项目汽机油系统的油管路上多了一个挂闸电磁阀,通过挂闸电磁阀可以实现盘车自动挂闸。盘车的自动啮合是通过高压油泵的控制油把盘车推进去使得盘车齿轮成功啮合。
在油系统中,各个油泵的自启主要是根据油管路的压力开关设定值动作的,例如:高压电动油泵、交流辅助油泵等。此外,顶轴油泵自动启停与盘车允许启动信号受汽机转速条件限制。
2.6锅炉系统
亚东项目的锅炉系统给水调节阀采用的是气动调节阀,由于气动调节阀响应速度快,能及时精确地控制汽包水位,让汽包水位保持在目标值附近。汽水取样设有炉水PH和电导率的在线分析仪表,并在手动和自动取样管路上分别设置了一个电磁阀,正常时自动取样电磁阀工作,当取样温度过高时自动取样电磁阀关闭,采用手动取样。
由于余热锅炉烟风系统受水泥线工况影响很大,为避免两个相对独立的系统相互产生干扰,余热锅炉与水泥线接口的烟风阀门控制定为手动控制。在平时对风门的操作中都是通过电话先沟通确认、后操作反馈,使得中控操作员在操作锅炉风门的过程中对水泥线的风险降至最低,不至影响生产线的熟料及水泥品质稳定。
2.7暖管
暖管时需要严格控制好暖管速度升温速度,暖管过程中一定要保持疏水畅通。当主汽门前温度大于240度、压力大于1.0mpa时,发送暖管完成信号。
2.8抽真空系统
该系统配置1套启动抽汽器和2套工作抽汽器(一用一备),射汽抽汽器进汽压力调节维持射汽器蒸汽压力保持在目标值附近。当启动抽真空系统时先启动启动抽汽器,抽到凝汽器真空到达-45KPa时,启动1#~2#工作抽汽器,当1#~2#工作抽汽器工作正常后,下一步自动停止启动抽汽器,当凝汽器真空建立后(P<-84KPa),延时5秒出“完成”信号。
2.9汽机汽水系统
余热电站汽机汽水系统设有主汽旁路和补汽旁路系统,505通过进汽压力来控制汽机运行,当主汽压力高于汽机设定值时主汽旁路压力调节阀调节主汽压力,主汽旁路减温水调节阀调节进入凝汽器的排汽温度。低压旁路也设置了压力调节阀,当补汽压力超过设定值后,补汽旁路压力调节阀自动调节补汽压力。该汽机汽水系统增设的主汽和补汽旁路系统也发挥出了其优势,即在汽轮发电机故障停机时也可以把锅炉产生的蒸汽全部通过旁路系统排入凝汽器从而保证水泥线正常运行。正因为设置了主汽和补汽旁路,机组在启动时可以走旁路系统大大缩短了机组启动时间和减少了疏水量,并且分汽缸上设置有紧急放汽阀,当主汽压力超过设定值时,分汽缸紧急放汽阀自动打开放汽,为机组的稳定、可靠提供了保障。
2.10电气系统
该电气系统未设计独立后台,电气装置与富士PLC系统通过建立通讯方式将电气系统采集的数据送到DCS中,电气系统的自动同期,发电机自动并网才能够顺利实现。
在汽机转速冲到3000rpm且无系统报警时,电气并网逻辑将A~B套励磁调节器投入运行,系统会自动判断励磁系统无故障后发出“起励”指令,当励磁电压、励磁电压均在正常范围内时,系统发出“发电机出口开关合闸”、同期复位、同期启动等指令。当发电机出口开关已合闸且电气系统处于正常工作状态时,表明机组已成功并网。
2.11报警与查询
在中控室的操作员站操作画面上,设有4行当前报警域,报警信息根据优先级的高低分为HH、H、L、LL四个等级,分别对应红闪、橙闪、蓝绿闪、紫闪四种颜色。操作员根据不同的报警颜色很容易区分报警信息的重要性,及时采取相应的纠正措施,保证机组运行在最佳工况。
在余热电站报警系统中还增设了声音报警,并根据机组报警信息的重要性做了分类,如:IO测点、单体设备跳闸和ETS保护条件动作等,针对这些报警逐一进行了优化。在DCS画面中“二次弹出”的对话框中设有一项报警记录查询功能,可以根据日期、时间、关键字来搜索想要的报警信息。
2.12操作记录
在DCS画面中“二次弹出”的对话框中设有一项操作记录功能,每台操作员站的操作记录均能够实时记录操作员的登陆身份与操作情况。当机组工况正常时,自动调节与单体设备的联锁均处于自动状态,不需要操作员手动干预,操作员只需跟踪机组设备的运行情况与报警信息,便能够了解机组的运行情况。当机组工况出现波动并有相关的声音报警警告时,操作员根据报警信息,便可发现是什么地方出了问题,根据问题发生的重要性,必要时操作员可以采取紧急措施进行手动干预,操作员手动干预的过程均能够在操作记录中记录下来。当以后分析原因、查阅相关操作信息时,操作记录能够提供一份有价值的参考,便于对系统进行优化,以免再犯类似的错误。
2.13报表系统
该报表系统分为班报表和日报表功能,班报表循环记录了三个班的实时数据,日报表记录了24小时的数据,报表内容根据采集频率的要求做了加权平均,使得记录的数据更加客观,数据更真实。其中日报表的部分重要数据(如:发电量、各班别发电量、发电机运转时间等)已经通过业主自主开发的软件接入台湾总部的SIS系统,公司上层在任何地方均能够查阅该厂余热电站的生产实时数据,实现了数据共享,利于公司上层的统筹规划与战略决策。
3.全厂智能化的潜在价值
由于该余热电站全厂自动化和智能化程度较高,减少了操作员的工作强度,将操作员从繁忙的操盘中解放出来。此刻,操作员只需跟踪当前机组的报警信息流以及结合历史曲线,便能够实时了解整个机组的运行情况,同时还可以利用节约出来的时间对全厂设备进行巡检,提高了操作员在值班期间的工作效率。
全厂智能化的实施为企业资源整合提供了有力支持。以目前常规余热电站为例,员工的数量通常为18人,运行机制为四班三倒,其中值长为2人,机组的操盘及巡检人员数量为16人,锅炉、汽机、化水、电气各配置4人。若余热电站实现了全厂智能化,每个班的人力资源数量可减少至1人,其所带来的一个关键收益是为企业提高生产效率、降低成本。由此可见,全厂智能化为企业节约成本和提升效率的潜力仍然很可观。
4. 前景与展望
目前,“互联网+”现已成为人们热议的话题,国家也在积极倡导一个生态互联网,纵观我们所处的行业,智能设备、智能系统、智能决策与工业系统、网络的融合正是我们未来的工业互联网。
智能工厂:将世界上各种机器、设备和系统网络与先进的传感器、控制装置和应用程序进行连接融合。
高级分析:物理分析、材料科学、预测算法、自动化、电气工程和更大的系统运转方式所需的重点学科专业知识的力量。
工作中的人:无论身在何处,都能够支持更加智能的设计、运营、维护,以及提供更高质量的服务和安全性。
不久的将来,工业互联网能够做到让智能机器之间相互协调控制、智能生产,可以大大减少从事重复劳动的工人数量,使生产质量和效率得到进一步提升。当新的能源技术和通信技术正在连接融合时,必将会改变我们的生产方式,进而改变生活方式。只有当智能设备、智能系统和智能决策与机器、设备组、工业设施和系统网络全面融合之后,才能发挥工业互联网的全部潜力,企业将能享受到提高生产力、降低成本和减少废物排放所带来的收益。
5. 结束语
江西亚东水泥有限公司第五号、第六号窑的余热电站全厂智能化的实施,已突破以往项目的自动化水平,将员工从繁忙的操盘中解放出来,将生产发电的任务交给现场设备来完成。员工只需要负责跟踪机组的报警信息流中的变化、设备故障的排除以及厂区内的设备巡检等任务,而不用时刻跟踪机组的所有实时数据以及重复、频繁的操作,大大提高了机组的生产力和员工的工作效率,该余热电站全厂智能化的成功应用已向工业互联网迈进了一小步。

广告
相关资讯

安徽海螺集团建成行业首个全绿电示范工厂
水泥 03-18

丰博自动化:开局即领跑!河南丰博以硬核实力,解锁马年 “第一份荣耀”
水泥 03-07
丰博自动化:无人化测煤新时代 丰博技术硬核赋能
水泥 03-07

大量岗位虚位以待!大连天瑞水泥招聘40多人
水泥 03-04

“水泥大王”徐贵生:企业发展壮大了,就要承担起相应的社会责任
水泥 02-11

哈密天山水泥公司获评新疆维吾尔自治区“节水型企业”
水泥 01-30

6258.87万元成交!海螺水泥一条2500t/d熟料线及旗下资产转让完成
水泥 01-13

海螺三地绿色低碳转型项目再登央视《新闻联播》
水泥 12-16

新疆一条3000t/d水泥熟料线技改项目环评获批!
水泥 12-16

补产比例100%!一2000t/d水泥熟料线补充2000t/d产能
水泥 12-09

水泥网视频:4445.87万元!海螺水泥转让一条2500t/d熟料线及旗下资产
水泥 11-20

化“碳”为宝:水泥厂里的巨型绿色充电宝
水泥 10-26

太原金圆水泥4000t/d熟料线协同处置固废项目环评受理公示
水泥 10-24

水泥窑高效再热余热发电技术实践与应用
水泥 10-16

“无废工厂”溧水天山 打破民众对水泥企业固有认知
水泥 09-03

济宁海螺!水泥行业首个“零外购电”工厂是如何做到的?
水泥 09-02

新疆一水泥企业变更错峰生产时间
水泥 07-02

2025年“六零绿色建材日”主题活动在济宁海螺水泥举行!
水泥 06-06

绿色引擎,解锁娲石绿色生产新未来
水泥 04-22

产业峰会|南京凯盛开能:更好地利用低温余热资源 提升企业效益
水泥 03-25

柬埔寨金边海螺日产5000吨熟料线顺利点火投产
水泥 02-11

国检集团认证评价中心总经理闫浩春:碳市场背景下水泥行业面临成本上升的风险
水泥 10-25

新疆一条800t/d熟料生产线已拆除
水泥 09-05

海外一条5000t/d熟料生产线点火
水泥 08-28

670万!福建大田新岩水泥进行余热发电项目改造
水泥 05-16

篦冷机尾部废气对水泥窑余热发电的影响
水泥 03-14

含5500t/d生产线!苏州中材与RICG签订伊拉克Al-Douh水泥厂二线EPC总承包合同!
水泥 03-04

山东联合王晁水泥4000t/d新型干法水泥熟料生产线技改项目开工
水泥 02-28

2023年度水泥行业能耗数据介绍
水泥 02-20

东方希望黔江水泥:扭转现状 永远在路上
水泥 02-07

中材国际波兰拉豪MAL01项目顺利点火并产出第一批熟料
水泥 02-02

涟源市市长邓伟谋专题调度海螺水泥项目建设
水泥 01-22

海螺水泥一5000t/d水泥熟料生产线点火投产!
水泥 12-29

封开县联峰水泥制造有限公司被依法受理破产清算!
水泥 12-22

新疆将建一条3200t/d水泥熟料生产线
水泥 12-20

关于水泥窑余热发电系统的现场诊断与操作体会
水泥 12-15

“职”为等你!葛洲坝松滋水泥公司招人啦
水泥 11-30

伊东冀东水泥余热发电项目预计明年年初投产
水泥 11-27

践行共建“一带一路”倡议 擘画千岛之国上的海螺绘卷
水泥 11-22

贵州安顺市水务局到贵州紫云西南水泥开展取水工程现场核验工作
水泥 11-17

总投资4.6亿元!宁夏胜金水泥5000t/d水泥熟料生产线通过环评
水泥 11-17

[视频]河北一条4500t/d新型干法熟料生产线搬迁方案公示!
水泥 11-08

四川德胜水泥数字化降本效果显著
水泥 11-08

河北一条4500t/d新型干法熟料生产线搬迁方案公示!
水泥 11-06

北方水泥日产5000吨新型干法智能水泥熟料生产线项目有序推进
水泥 10-20

大同冀东水泥余热再利用 提高能源利用效率
水泥 10-20

决战四季度 大干一百天 | 杨义到都安鱼峰督战
水泥 10-09

河南丰博自动化:27年始终坚持研发创新,深耕水泥动态计量技术
水泥 09-05

新华社:海螺集团智慧工业互联网赋能传统产业发展
水泥 08-17

新疆克州天山水泥举行余热发电建设项目开工启动仪式
水泥 08-11
 加载中...
加载中...
放大
- 小
- 标准
- 大
- 特大
打开水泥网APP阅读
